
全國(guó)服務(wù)熱線(xiàn)

計(jì)聯(lián)系方式")
計(jì)掃碼加微信")
一、澆口位置的要求:
1.外觀要求(澆口痕跡,熔接線(xiàn))
2.產(chǎn)品功能要求
3.模具加工要求
4.產(chǎn)品的翹曲變形
5.澆口容不容易去除
| 塑料模具流道水口 | 塑料產(chǎn)品 |
 |  |
二、對(duì)生產(chǎn)和功能的影響:
1.流長(zhǎng)(Flow Length)決定射出壓力,鎖模力,以及產(chǎn)品填不填的滿(mǎn)流長(zhǎng)縮短可降低射出壓力及鎖模力
2.澆口位置會(huì)影響保壓壓力大小,保壓壓力是否平衡。將澆口遠(yuǎn)離產(chǎn)品未來(lái)受力位置(如軸承處)以避免殘留應(yīng)力,澆口位置必須考慮排氣,以避免積風(fēng)發(fā)生不要將澆口放在產(chǎn)品較弱處或嵌入處,以避免偏位(Core Shaft)
三、選擇澆口位置的技巧
1.將澆口放置于產(chǎn)品最厚處,從最厚處進(jìn)澆可提供較佳的充填及保壓效果。保壓不足,較薄的區(qū)域會(huì)比較厚的區(qū)域更快凝固避免澆口放在厚度突然變化處,以避免遲滯現(xiàn)象或是短射的發(fā)生
2.可能的話(huà),從產(chǎn)品中央進(jìn)澆,將澆口放置于產(chǎn)品中央可提供等長(zhǎng)的流長(zhǎng)的大小會(huì)影響所需的射出壓力中央進(jìn)澆使得各個(gè)方向的保壓壓力均勻,可避免不均勻的體積收縮
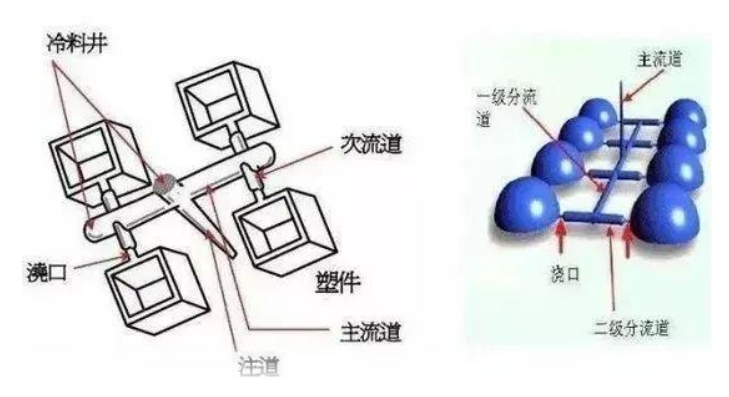
3澆口(Gate)
澆口是一條橫切面面積細(xì)小的短槽,用以連接流道與模穴.橫切面面積所以要小,目的是要獲得
以下效果:
1.模穴注不久,澆口即冷結(jié).
2.除水口簡(jiǎn)易.
3.除水口完畢,僅留下少許痕跡
4.使多個(gè)模穴的填料較易控制.
5.減少填料過(guò)多現(xiàn)象.
1.3.1設(shè)計(jì)澆口的方法并無(wú)硬性規(guī)定,大都是根據(jù)經(jīng)驗(yàn)而行,但有兩個(gè)基本要素須加以折衷考慮:
1.澆口的橫切面面積愈大愈好,而槽道之長(zhǎng)度則愈短愈佳,以減少塑料通過(guò)時(shí)的壓力損失.
2.澆口須細(xì)窄,以便容易冷結(jié)及防止過(guò)量塑料倒流.故此澆口在流道中央,而它的橫切面應(yīng)盡可能成圓形.不過(guò),澆口的開(kāi)關(guān)通常是由模件的開(kāi)關(guān)來(lái)決定的.
1.3.2澆口尺寸
澆口的尺寸可由橫切面積和澆口長(zhǎng)度定出,下列因素可決定澆口最佳尺寸:
1.膠料流動(dòng)特性
2.模件之厚薄
3.注入模腔的膠料量
4.熔解溫度
5.工模溫度
1.3.3決定澆口位置時(shí),應(yīng)緊守下列原則:
1.注入模穴各部份的膠料應(yīng)盡量平均.
2.注入工模的膠料,在注料過(guò)程的各階段,都應(yīng)保持統(tǒng)一而穩(wěn)定的流動(dòng)前線(xiàn).
3.應(yīng)考慮可能出現(xiàn)焊痕,氣泡,凹穴,虛位,射膠不足及噴膠等情況.
4.應(yīng)盡量使除水口操作容易進(jìn)行,最好是自動(dòng)操作.
5.澆口的位置應(yīng)與各方面配合。
1.3.4澆口的平衡
如果不能獲得平衡的流道系統(tǒng),可采用下述澆口平衡法.以達(dá)到劃一注模的目標(biāo).這種方法適用于有大量模穴的工模。
澆口的平衡法有兩種:
改變澆口槽道的長(zhǎng)度及改變澆口的橫切面面積。
在另一種情況下,即模穴有不同的投影面積時(shí),澆口也需要平衡.這時(shí),要決定澆口的大小,就要先將其中一個(gè)澆口尺寸定出,求出它與其對(duì)應(yīng)模穴體積相較的比率,并且把這個(gè)比率應(yīng)用到其澆口與各對(duì)應(yīng)模穴的比較上,便可相繼求出各個(gè)澆口的尺寸.經(jīng)過(guò)實(shí)際試注后,便可完成澆口的平衡操作。
1.2.3澆口
1.2.3.1澆口在流道的位置
當(dāng)塑料流入流道時(shí),塑料接近模面最先降熱(冷卻)及凝固.塑料再向前流動(dòng)時(shí)只是在此凝固的塑料層流過(guò).又由于塑料是低傳熱物質(zhì).固態(tài)的塑料形成絕綠層及保持層的仍可流動(dòng).所以,在理想的情況下,澆口應(yīng)設(shè)置在橫流道層位置,使得最佳的塑料流動(dòng)效應(yīng).此情況最常見(jiàn)于圓形及六角形的橫流道.然而梯形的橫流道無(wú)法達(dá)致此效果,因澆口不能設(shè)置于流道的中間位置.
1.2.3.2直接澆口(Direct Gate)或大水口(Sprue Gate)
澆道直接供應(yīng)塑料到制成品.澆道黏附在制成品上.在兩板的工模.大水口通常是一出一只,但在三板模或熱流道工模的設(shè)計(jì)上,可以一啤多只。
缺點(diǎn):在制成品表面形成水口印會(huì)影響成品外觀.而水口印大小在于唧咀的細(xì)徑孔
唧咀的脫模角
唧咀的長(zhǎng)度
因此大水口印可以減細(xì),只要將上述唧咀的呎寸改小.但唧咀的直徑受爐咀直徑的影響,而水口要易于出模的關(guān)系,脫模角不能少過(guò)3度.所以只有唧咀長(zhǎng)度可以減短,用加長(zhǎng)爐咀即可.
澆口選擇
澆口是流道和型腔的連接部分,也是注塑模進(jìn)料系統(tǒng)的最后部分,其基本作用為:1、使從流道來(lái)的熔融塑料以最快的速度進(jìn)入充滿(mǎn)型腔。2、型腔充滿(mǎn)后,澆口能迅速冷卻封閉,防止型腔能還未冷卻的塑料回流。
澆口的設(shè)計(jì)和塑件的尺寸、形狀模具結(jié)構(gòu),注射工藝條件及塑件性能等因素有關(guān).但是根據(jù)上述兩句基本作用來(lái)說(shuō),澆口截面小,長(zhǎng)度要短,因?yàn)橹挥羞@樣才能滿(mǎn)足增大流料速度,快速冷卻封閉,便于塑件分離以及澆口殘痕最小等要求.
澆口設(shè)計(jì)要點(diǎn)可歸納如下:
1.澆口開(kāi)設(shè)在塑件斷面較厚的部位,使熔料從厚料斷面流入薄斷面保證充模全;
2.澆口位置的選擇,應(yīng)使塑料充模流程最短,以減少壓力損失;
3.澆口位置的選擇,應(yīng)有利于排除型腔中的空氣;
4.澆口不宜使熔料直沖入型腔,否則會(huì)產(chǎn)生漩流,在塑件上留下旋形的痕跡,別是窄的澆口更容易出現(xiàn)這種缺陷;
5.澆口位置的選擇,應(yīng)防止在塑料表面上產(chǎn)生拼縫線(xiàn),特別實(shí)在圓環(huán)或是圓筒形的塑件中,應(yīng)在澆口的面的熔料澆合處加開(kāi)冷料井;
6.帶有細(xì)長(zhǎng)的型芯的注塑模的澆口位置,應(yīng)當(dāng)離成型芯較遠(yuǎn),不使成型芯受料沖而變形;
7.大型或扁平塑件成形時(shí),為防止翹曲、變形、缺料可采用復(fù)式澆口;
8.澆口應(yīng)盡量開(kāi)設(shè)在不影響塑件外觀的位置,如邊緣底部;
9.澆口的尺寸取決于塑件的尺寸、形狀和塑料的性能;
10.設(shè)計(jì)多個(gè)型腔注塑模時(shí),結(jié)合流道的平衡來(lái)考慮澆口的平衡,盡量做到熔融料同時(shí)均勻充
澆口的設(shè)計(jì)
澆口亦稱(chēng)進(jìn)料口,是連接分流道與型腔的熔體的通道.澆口的設(shè)計(jì)與位置的選擇恰當(dāng)與否,直接關(guān)系到塑件能否完好的高質(zhì)量地注射成型.
澆口可分為限制性澆口和非限制性澆口兩大類(lèi).限制性澆口是整個(gè)澆注系統(tǒng)中截面尺寸最小的部位,通過(guò)截面尺寸的突然變化使分流道送來(lái)的塑料熔體產(chǎn)生突變的流速增加,提高剪切速率,降低粘度,使其成為理想的流動(dòng)狀態(tài),從而迅速均均衡的充滿(mǎn)型腔.對(duì)于多型腔模具,調(diào)節(jié)澆口的尺寸,還可以使非平衡布置的型腔達(dá)到同時(shí)進(jìn)料的目的,提高塑件質(zhì)量.
另外限制性澆口還起著較早固化防止型腔中的熔體倒流的作用.非限制性澆口是整個(gè)澆注系統(tǒng)中截面尺寸最大的部位,它主要是對(duì)中大型筒類(lèi),殼類(lèi)塑件型腔起引料和進(jìn)料后的施壓作用.
按澆口的結(jié)構(gòu)形式和特點(diǎn),常用的澆口可分為以下幾種形式.
(1)直接澆口既是主流道澆口,屬于非限制性澆口.
塑料熔體由主流道的大端直接進(jìn)入型腔,因兒具有流動(dòng)阻力小,流動(dòng)流程短及補(bǔ)給時(shí)間長(zhǎng)等特點(diǎn).但是也有一定的缺點(diǎn)如進(jìn)料處有較大的殘余應(yīng)力而導(dǎo)致塑件翹曲變形,由于澆口較大驅(qū)除澆口痕跡較困難,而且痕跡較大,影響美觀.所以這類(lèi)澆口多用于注射成型大,中型長(zhǎng)流程深型腔筒型或翹型塑件,尤其適合與如聚碳酸脂,聚砜等高粘度塑料.另外,這種形式的澆口只適合于單型腔模具.
在設(shè)計(jì)澆口時(shí),為了減小與塑件接觸處的澆口面積,防止該處產(chǎn)生縮口,變形等缺陷,一方面應(yīng)盡量選用較小錐度的主流道錐角a(a=2-4度),另一方面盡量減小定模板和定模座的厚度.
這樣的澆口有良好的熔體流動(dòng)狀態(tài),塑料熔體從型腔底面中心部位流向分型面,有利于排氣;這樣的形式使塑件和澆注系統(tǒng)在分型面上的投影面積最小,模具結(jié)構(gòu)緊湊,注射機(jī)受力均勻.
(2)中心澆口
當(dāng)筒類(lèi)或殼類(lèi)塑件的底部中心或接近于中心部位有通孔時(shí),內(nèi)澆口就開(kāi)設(shè)在該澆口處,同時(shí)中心設(shè)置分流錐,這種類(lèi)型的澆口.實(shí)際上這是直接澆口的一種特殊形式,具有直接澆口的一系列優(yōu)點(diǎn),而克服了直接澆口易產(chǎn)生縮孔,變形等缺陷.中心澆口其實(shí)也是端面進(jìn)料的環(huán)行澆口(下面介紹),在設(shè)計(jì)時(shí),環(huán)行的厚度一般不小于0.5mm.進(jìn)料口環(huán)行的面積大于主流道小端面積時(shí),澆口為非限制性澆口;反之,則澆口為限制性型澆口.
(3)側(cè)澆口側(cè)澆口國(guó)外稱(chēng)為標(biāo)準(zhǔn)澆口
側(cè)澆口一般開(kāi)設(shè)在分型面上,塑料熔體從內(nèi)側(cè)或外側(cè)充滿(mǎn)模具型腔,其截面形狀多為矩形(扁槽),改變澆口寬度與厚度可以調(diào)節(jié)熔體的剪切剪切速率及澆口的凍結(jié)時(shí)間.這類(lèi)澆口可根據(jù)塑件的形狀特征選擇其位置,加工和修整方便,因此它是應(yīng)用較廣泛的.優(yōu)點(diǎn)如下
由于澆口截面小,減小澆注系統(tǒng)的澆注系統(tǒng)塑料的消耗量,去除澆口容易,痕跡不明顯.缺點(diǎn)
有熔接痕存在,注射壓力損失較大,使深型腔塑件的排氣不利.還可以分為1)扇形澆口2)平縫澆口
(4)環(huán)行澆口
對(duì)型腔填充采用圓環(huán)形進(jìn)料形式的澆口稱(chēng)為環(huán)行澆口.特點(diǎn)進(jìn)料均勻,圓周上各處流速大致相同,流動(dòng)狀態(tài)好,型腔中的空氣容易排除,熔接痕可以避免.澆口設(shè)計(jì)在型心上,澆口的厚度t=0.25-1.6mm,長(zhǎng)度l=0.8-1.8mm;端面進(jìn)料的搭接式環(huán)行澆口,搭接長(zhǎng)度L1=0.8-1.2mm,總長(zhǎng)L可取2-3mm;
環(huán)行澆口主要用于成型圓筒型無(wú)底塑件,但是澆注系統(tǒng)耗料較多,澆口去除困難,澆口痕跡明顯.
